Versuch 3.5
GAMMA-RADIOGRAFIE
1.Grundlagen.
Die Gamma-Radiografie stellt eine Methode zur
zerstörungsfreien Werkstoffprüfung dar. Die Strahlenquelle entwirft auf einem
fotografischem Film (oder einem anderen Detektor) ein Schattenbild des durchstrahlten
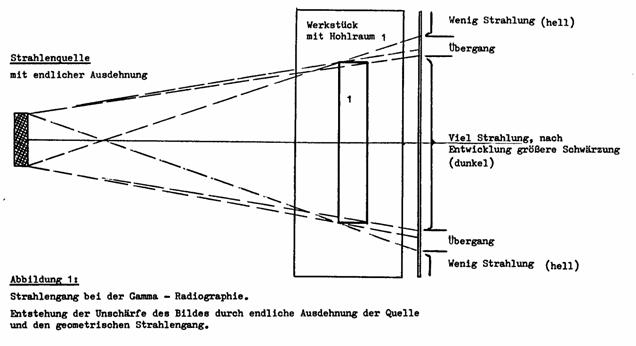
Werkstücks. Das Prinzip der Methode ist in Abbildung 1 dargestellt. Da die
Schwächung von Gammastrahlung mit der Dichte des Materials und der Ordnungszahl
zunimmt, durchdringt die Strahlung Fehler im Material, z.B. Gaseinschlüsse,
wesentlich besser. Da die Filmschwärzung proportional zur erhaltenen Dosis ist,
erscheinen Fehlstellen, z.B. Gaseinschlüsse, auf dem Film nach der Entwicklung
als Stellen verstärkter Schwärzung.
Wegen der großen Durchdringungsfähigkeit von Gammastrahlen
können Werkstücke aus Stahl mit dem Radionuklid Cobalt-60 z.B. über 10 cm bis
zu 20 cm Wandstärke auf Lunker, Risse, Poren und
andere Fehlstellen untersucht werden. Geringere Wandstärken bei 4 cm bis 9 cm
werden vorteilhaft mit Iridium-192 untersucht.
Um möglichst scharfe Aufnahmen zu erzielen, darf der Abstand
zwischen Strahlenquelle und Werkstück nicht zu klein gewählt werden.
Andrerseits bedeuten große Entfernungen lange Belichtungszeiten, so dass
zwischen den Forderungen nach hoher Bildschärfe und geringer Belichtungszeit u.U. Kompromisse geschlossen werden müssen. Zur
zerstörungsfreien Werkstoffprüfung mit Röntgen- und Gammastrahlen existieren
mehrere DIN - Normen, z.B. DIN 54109 und DIN 54111, die zur Vorbereitung und
Ausarbeitung dieses Versuchs benutzt werden sollen. Darüber hinaus wird auf die
Literatur verwiesen, die zum Teil im Isotopenlabor ausgeliehen werden kann.
2.
Belichtungszeit, Filmart.
Die nötigen Belichtungszeiten hängen im wesentlichen
von folgenden Faktoren ab:
a. Aktivität der verwendeten Strahlenquelle.
b. Energie der Gammastrahlung, d.h. Art des Radionuklids.
c. Wandstärke des Werkstücks
(Durchstrahlungsdicke).
d. Entfernung Strahlenquelle - Film.
e. Filmempfindlichkeit.
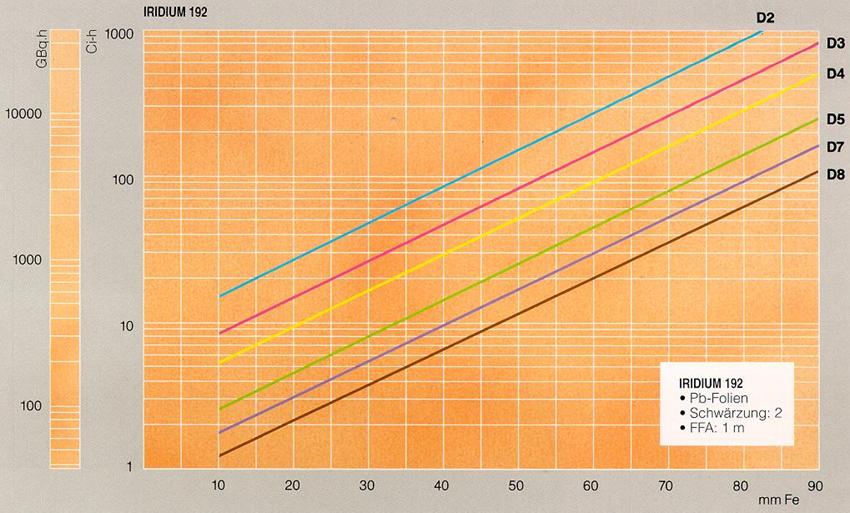
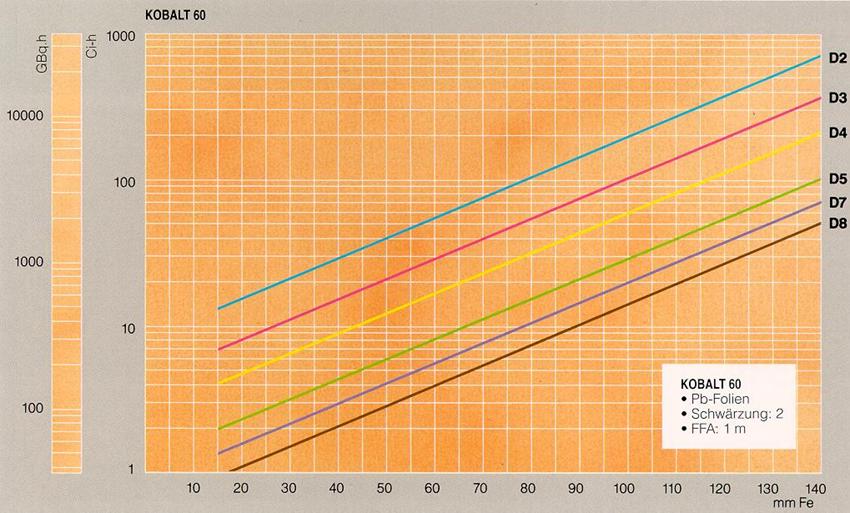
Es ist üblich, die benötigten Belichtungszeiten aus sog. Belichtungsdiagrammen zu entnehmen. Die Abbildungen 2a und 2b
zeigen derartige Diagramme für die Filme Structurix
D5 und D7 der Firma Agfa und das Werkstückmaterial Stahl (Eisen) für die
Radionuklide Cobalt-60 und Iridium-192. Gegeben wird der sog. Belichtungsfaktor
(in Curiestunden) in Abhängigkeit von der
Durchstrahlungsdicke und dem Parameter Entfernung Strahlenquelle - Film.
Danach muss der Film D7 bei einer Durchstrahlungsdicke von 10 cm Stahl und
einer Entfernung von 25 cm mit dem Belichtungsfaktor von (gerundet) einer
Curiestunde belichtet werden. Das besagt, daß mit
einer Strahlenquelle des Nuklids Co-60 der Aktivität von einem Curie eine
Stunde belichtet werden muss, oder mit der Aktivität von zehn Curie eine
Zehntel Stunde gleich 6 Minuten. Die Abbildungen 2 gelten für die meist
verwendete (in DIN auch vorgeschriebene) Schwärzung 2.
Diese relativ kurzen Belichtungszeiten werden nur dank von
Verstärkerfolien erreicht, in die der
Film eingelegt ist. Dies hat folgenden Grund: Wegen der geringen Dicke der
eigentlich strahlenempfindlichen Filmschicht durchdringen fast alle Photonen
der Gammastrahlung diese Schicht, was zu hohen Belichtungszeiten führen würde.
Die Verstärkerfolien bestehen aus Bleischichten mit etwa 0,027 mm Dicke. In
diesen Schichten löst die Strahlung u.a. durch Comptoneffekt Elektronen aus, die den Film dann zusätzlich
belichten. So können die benötigten Belichtungszeiten je nach den speziellen
Bedingungen um den Faktor 2 bis 6 erniedrigt werden. Gleichzeitig wird
niederenergetische Streustrahlung, die von allen Richtungen her kommen kann,
geschwächt. Der hier meist benutzte Film Structurix
D7 besitzt mittlere Körnigkeit , eine mittlere
Empfindlichkeit und gute Detailerkennbarkeit. Es ist ein in der Industrie
häufig verwendeter Film. Der Film D5 dagegen ist feinkörniger und muss daher
etwas länger belichtet werden. Die Abbildung ist jedoch besser als bei D7.
Die innere Unschärfe hängt im wesentlichen
ab von der Energie der Gammastrahlung und etwas von der Korngröße des Films. In
etwa entspricht die innere Unschärfe der Reichweite der Comptonelektronen,
die von der Strahlung in der Verstärkerfolie und in der Filmschicht freigesetzt
werden. Normalerweis wird angegeben: Für Co-60 liegt die innere Unschärfe bei
0,3 mm, für Iridium-192 wegen der geringeren Strahlenenergie bei 0,2 mm.
In der Praxis werden zur Festlegung der Belichtungszeiten
auch Belichtungsschieber verwendet.
3.Optimale
Entfernung.
Die Entfernung der
Strahlenquelle vom Film sollte so gewählt werden, daß
die die Unschärfe bewirkenden Halbschattenzonen mindestens der inneren
Unschärfe entsprechen. Die Halbschattenzonen hängen nicht nur von der
Entfernung, sondern auch von der Größe des aktiven Teils der Strahlenquelle ab.
Die Herleitung (sieh z.B. Vorlesungsmitschrift Isotopentechnik) ergibt:
In den DIN - Normen wird (etwas ungenauer, in der Praxis
jedoch
ausreichend) ein Mindestabstand f gefordert, der sich mit
einer
anderen Formel wie folgt errechnet (Prüfklasse B):
![]()
4.
Bildgüte, Bildgüteprüfkörper.
In der Praxis werden von den Behörden sehr häufig
Mindestanforderungen an die Qualität der Durchstrahlungsbilder gestellt. So
werden in den DIN - Normen zwei Prüfklassen definiert:
Prüfklasse A: Allgemeine Prüftechnik,
Prüfklasse B:
Prüftechnik mit höherer Prüfempfindlichkeit.
Mit Co-60 kann z.B. in Klasse A der Bereich von 20 bis 100
mm Stahl geprüft werden, bei Klasse B jedoch erst ab 60 mm bis 150 mm
Durchstrahlungsdicke. Man erkennt daraus, dass die harte Strahlung des
Radionuklids Co-60 nur im Bereich von 60 bis 150 mm Stahl gut abbildet.
Iridium-192 ist in Klasse A von 20 bis 100 mm zugelassen, in Klasse B im
Bereich von 40 bis 90 mm.
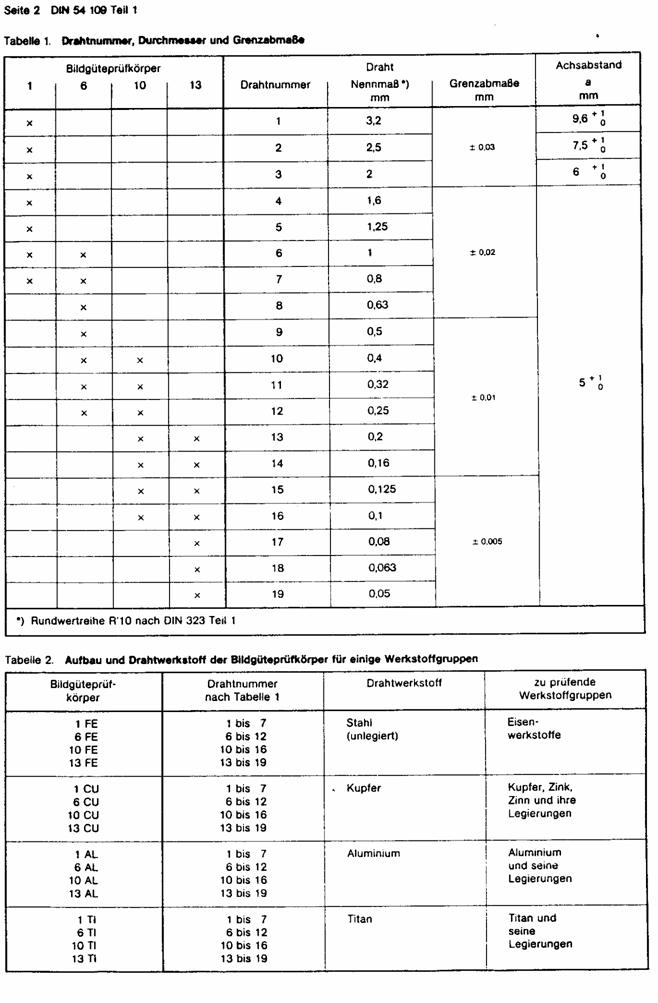
Um die Qualität der Abbildungen genauer angeben zu können,
wird die sog. Bildgütezahl BZ definiert: Die Bildgütezahl ist ein Maß für
die geforderte oder erzielte Bildgüte. Die BZ wird wie folgt bestimmt: Es wird
bei der Aufnahme etwas seitlich von der Achse ein sog. Bildgüteprüfkörper BPK auf das Werkstück gelegt, das ist ein dünner
Kunststoffbehälter mit sechs eingelegten Drahtstegen unterschiedlichen
Durchmessers. Diese Drahtstege bestehen aus demselben Material wie das
Werkstück. Insgesamt gibt es nach DIN sechzehn unterschiedliche Drahtstege mit
Durchmessern von 3,2 bis 0,1 mm, die wie folgt auf drei BPK mit je 6
Drahtstegen aufgeteilt werden:
Z.B. für Eisenwerkstoffe:
BPK FE 1/7
Drahtnummer. 1 bis 7, Durchmesser: 3,2 - 0,80 mm;
BPK FE 6/12
Drahtnummer. 6 bis 12,
Durchmesser: 1,0 - 0,25 mm;
BPK FE 11/16 Drahtnummer. 11 bis 16, Durchmesser: 0,32 -
0,10 mm;
Der dickste Draht mit 3,2 mm Durchmesser entspricht der
Bildgütezahl 1, der dünnste Draht mit 0,1 mm Durchmesser der höchsten
Bildgütezahl 16. Je höher die Bildgütezahl, desto besser ist die Aufnahme. Bei
Co-60 und einer Werkstoffdicke von S = 100 mm kann z.B. bei Stahl die
Bildgütezahl 7 erreicht werden, d.h. man kann einen Drahtsteg von 0,8 mm
Durchmesser auf 100 mm Stahl liegend auf dem Bild noch erkennen.
Aus dieser Angabe sind auch die Grenzen des Verfahrens zu erkennen:
Einschlüsse oder Gasblasen mit Abmessungen in Strahlrichtung, die wesentlich
kleiner als etwa 1% der Werkstoffdicke sind, können nicht erkannt werden.
5.
Aufgabe:
Es steht eine Co-60-Strahlenquelle (Aktivität am 9.10.1979
4,6 Ci, strahlendes Volumen 2 * 2 * 2 mm3) zur
Verfügung. Die moderne tragbare Ir-192-Quelle steht für Bestrahlungen nicht
mehr zur Verfügung. Wegen der kurzen Halbwertszeit von Ir-192 (74 Tage) muss
diese Quelle einmal im Jahr neu gekauft werden. Meist wurde eine frische
Aktivität von 30 bis 50 Curie gekauft, die dann etwa für ein Dreivierteljahr
ausreicht. Die genauen Quelleneigenschaften werden in einem mitgelieferten
Zertifikat dokumentiert.
Es soll Beispielhaft mit der Co-60 Quelle eine Aufnahme
belichtet werden und die Qualität von vorhandenen Aufnahmen verglichen werden. Wichtig: Für die Auswertung
benutzte ältere Bilder immer unzerschnitten wieder abgeben!
5.1
Durchstrahlung von Schweißnähten.
Zwei äußerlich nicht zu unterscheidende Schweißnähte werden mit
Co-60 durchstrahlt. Die gute Schweißnaht ist zu identifizieren und die
Bildgütezahlen sind zu bestimmen.
Hinweis: Wegen der
für Werkstoffprüfung relativ schwachen Quelle werden die Belichtungszeiten für
den für Co-60 optimalen Bereich von 60 bis 150 mm Stahl zu lang. Daher wird im
Praktikum in einem für Co-60 sehr ungünstigen Bereich bei 2 cm Stahl
gearbeitet. Die Bildgüte ist dementsprechend gering! Auch für Ir-192 ist die
Dicke der Werkstücke mit 2 cm nicht günstig. Man bestimme bei der Vorbereitung anhand
Abb.1 die dafür benötigte Belichtungszeit und optimale Entfernung. Man
vergleiche mit der DIN-Formel.
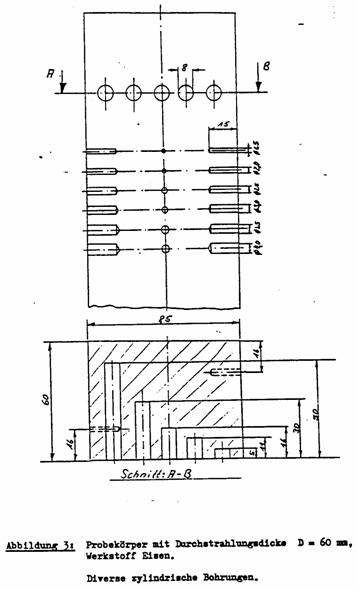
5.2 Untersuchungen an einem Probekörper.
Einige Probekörper, z.B. der in Abbildung 3 gezeigte Block,
wurden speziell für die Durchführung des Labors hergestellt. Sie enthalten
Bohrungen mit unterschiedlichen Durchmessern, anhand derer die
Detailerkennbarkeit, die Verzeichnung, die Abbildungsschärfe und dergleichen
bei variablen Aufnahmebedingungen studiert werden
können. Sie liegen mit der Durchstrahlungsdicke
teilweise im optimalen Bereich von Ir-192, aber auch für Co-60 noch
einigermaßen günstig. Wegen der notwendig langen Bestrahlungszeit sind die
Filme für Co-60 Aufnahmen schon vorher belichtet und entwickelt worden.
5.3
Aufnahme eines Motorenblocks.
Die durch den geometrischen Strahlengang hervorgerufene
Verzeichnung außerhalb der Strahlenachse ist an den regelmäßig angeordneten
Ventilschächten eines Motorblocks zu studieren. Dazu belichte man eine
Aufnahme, bei der ein Ventilschacht genau in die Achse gelegt wird, die anderen
parallel liegenden immer weiter außerhalb der Achse liegen. Die Verzeichnung
ist in der Ausarbeitung zu diskutieren.
5.4
Einfluß der Belichtungsdauer und des Films.
Nach Möglichkeit vergleiche man bei derselben Aufnahmegeometrie
den Einfluss verschiedener Belichtungszeiten. Die normale Schwärzung des
entwickelten Films soll 2 betragen. Damit ist die Schwärzung so stark, dass die
Aufnahme nur mit einem Filmbetrachtungsgerät betrachtet werden kann. Man
vermindere die Belichtungszeit nach dem Belichtungsschieber derart, dass die
Schwärzung 1 erreicht wird. Wie verändert sich die Bildgüte?
Weiterhin ist ein Vergleich der Filmsorten D5 und D7
durchzuführen.
6.
Strahlenschutzhinweis.
Die Richtlinie "Physikalische Strahlenschutzkontrolle"
verlangt für die zerstörungsfreie Werkstoffprüfung mit Strahlungen eine
intensive Strahlenschutzüberwachung.
a) Amtliches Dosimeter: Filmplakette,
b) Direkt anzeigendes Dosimeter: Elektronisches
Alarmdosimeter,
c) Sofort akustisch und optisch warnendes
Dosisleistungsmessgerät.
Für die Durchführung des Praktikums sind von allen Studenten
elektronische Alarmdosimeter zu tragen. Ein sofort anzeigendes Gerät ist bei
jedem Betreten des Strahlenschutzbunkers mitzuführen.
7.
Fragen und Hinweise zur Ausarbeitung.
Für die Ausarbeitung dieses Versuchs ist es wichtig, die DIN
- Normen zur Hand zu haben und weitere Literatur. Bitte besorgen Sie sich
Literatur oder lassen Sie sich Unterlagen geben! Im Isotopenlabor sind insbesondere
einige Exemplare der unten zitierten Unterlagen
7.1 Wie viel Prozent der Photonen des Co-60 (die beiden
Photonen mit Wγ = 1,17 und
1,33 MeV können mit der mittleren Energie Wγ = 1,25 MeV behandelt werden) verursachen in einer Schicht
von 10 cm Eisen Wechselwirkungen? Wie viel Prozent verursachen in der
Verstärkerfolie (0,1 mm Blei) Wechselwirkungen? Es sind die
Schwächungskoeffizienten von Blei
und Eisen
aus den Unterlagen zur Vorlesung zu verwenden.
{kind=link}
{kind=link}
7.2 Man schätze die Strahlendosis ab, die gut geschwärzte
Filmstellen erhalten. Dabei berücksichtige man die Wirkung der
Verstärkerfolien.
7.3 Wie lange müsste eine 10 cm starke Stahlschicht mit
direkt dahinter liegendem Film durchstrahlt werden, wenn die Strahlenquelle aus
technischen Gründen nur bis auf 90 cm Entfernung an die Oberfläche der
Stahlschicht herangebracht werden kann? (Co-60, 10 Curie, D7).
7.4 Wie ist die Schwärzung des Films definiert?
7.5 Welche Vor- und Nachteile weist die Gamma - Radiografie
im Vergleich zu anderen Prüfmethoden auf?
8.
Literatur.
8.1 DIN Normen Nr.54
109 Teil 1, 1987 und Nr. 54 111 Teil 1, 1988
8.2 Agfa - Gevaert: Industrielle
Radiographie.
8.3 Agfa - Gevaert: NDT Produkte
u. Systeme: Structurix, technische Daten zu
Röntgenfilmen.
8.3 Hanle: Isotopentechnik; Thiemig 1976.
8.4 Diverse
Lehrbücher der Werkstoffprüfung.
Belichtungsdiagramme für Kobalt 60 und Stahl (Fe) Film D5 und D7
Dens. S
= 2. Pb - Folien: Vorderfolie: 100 µm - Hinterfolie: 150 µm
Autom.
Entw.: G 135, 30 °C, Zyklus 8'.
Belichtungsdiagramme für Iridium 192 und Stahl (Fe) Film D5 und D7
Dens. S
= 2. Pb-Folien: Vorderfolie: 100 µm - Hinterfolie: 150 µm
Autom.
Entw.: Gl35, 30 °C, Zyklus 8'.
Belichtungsdiagramm für Co-60
Belichtungsdiagramm für Ir-192